镶嵌玻璃标准
前言
本标准由中国建筑材料工业协会提出。
本标准由全国建筑用玻璃标准化技术委员会归口。
本标准负责起草单位:秦皇岛玻璃工业研究设计院。
本标准参加起草单位:秦皇岛利华玻璃加工有限公司、常熟中信建材有限公司、台山市大亨玻璃集团总公司、辽宁晨祥节能技术有限公司。
本标准主要起草人:李勇、刘志付、裕书伟、王立祥,高淑兰、郭全。
本标准为首次发布。
1范围
本标准规定了镶嵌玻璃的术语和定义、分类、技术要求、试验方法、检验规则以及包装、标志、运输和贮存。
本标准适用于建筑、装饰等用途的中空镶嵌玻璃,其它类型的镶嵌玻璃可参照本标准执行.
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准.
GB/T 1216 外径千分尺
GB 9962夹层玻璃
GB 9963 钢化玻璃
GB 11614 浮法玻璃
GB/T 11944 中空玻璃
GB/T 18701着色玻璃
GB/T 18915.1~18915.2 镀膜玻璃
JC/T 511压花玻璃
3 术语和定义
下列术语和定义适用于本标准。
3.1
镶嵌玻璃 panel glass
将嵌条、玻璃片或其他装饰物组成图案形成具有装饰效果的玻璃制品。
3.2
中空镶嵌玻璃 insulating panel glass
将嵌条、玻璃片组成图案置于两片玻璃内,周边用密封胶粘接密封,形成内部是干燥气体具有保温隔热性能的装饰玻璃制品.
3.3叠差 mismatch
组成中空镶嵌玻璃的两片外侧玻璃因为错位形成的差值。
3.4露点 dew-point temperature
将玻璃表面局部冷却,当达到一定温度时。玻璃内部的水气在冷点部位结露,该温度为露点。
4 分类
镶嵌玻璃按性能可分为:安全中空镶嵌玻璃和普通中空镶嵌玻璃。
5 技术要求
中空镶嵌玻璃应符合表1的规定。
表1 技术要求及试验方法
|
试验项目 |
中空镶嵌玻璃 |
试验方法 |
|
外观质量 |
5.2 |
6.1 |
|
尺寸允许偏差 |
5.3 |
6.2 |
|
耐紫外线辐照性能 |
5.4 |
6.3 |
|
露点 |
5.5 |
6.4 |
|
高温高湿耐久性能 |
5.6 |
6.5 |
|
气候循环耐久性能 |
5.7 |
6.6 |
5.1.1 玻璃
安全中空镶嵌玻璃两侧应采用夹层玻璃、钢化玻璃。夹层玻璃应符合GB 9962的规定,钢化玻璃应符合GB 9963的规定。
普通中空镶嵌玻璃两侧可采用浮法玻璃、着色玻璃、镀膜玻璃、压花玻璃等。浮法玻璃应符合GB 11614的规定,着色玻璃应符合GB/T 18701的规定,镀膜玻璃应符合GB/T 18915.1一18915.2的规定,压花玻璃应符合JC/T 511的规定。其他品种的玻璃应符合相应标准或由供需双方商定。
5. 1.2 嵌条
中空镶嵌玻璃的嵌条可以是金属条等各种材料,其质量应符合相应标准、技术条件或订货文件的要求。
5.1.3 密封胶
中空镶嵌玻璃可采用弹性密封材料或塑性密封材料作周边密封,其质量应符合相应标准、技术条件或订货文件的要求.
5.2 外观质量
5.2.1嵌条应光滑、均匀,无明显色差,不得有焊液、氧化斑、污点及手印。
5.2.2 焊点或接头平滑,厚度不超过1.. 5 mm,不得有漏焊。
5.2.3 焊点的涂色应符合双方规定的颜色要求。涂色的表面不得有起皮脱落。
5.2.4 玻璃拼块与嵌条或边条之间不得有透光的露缝。
5.2.5 玻璃拼块的结石、裂纹、缺角、爆边不允许存在,中空镶嵌玻璃外侧玻璃的裂纹、缺角和爆边不得超过玻璃厚度。玻璃拼块的磨边应平滑、均匀。
5.2.6宽度≤0.1 mm、长度≤30 mm的划伤每平方米允许存在两条.宽度>0. 1 mm或长度>30 mm的划伤不允许存在.
5.2.7 中空镶嵌玻璃内不得有污迹、夹杂物的存在.
5.2.8 有贴膜的镶嵌玻璃不得有大于0. 5 mm的明显气泡存在。
5.3 尺寸允许偏差
5.3.1矩形中空镶嵌玻璃的长度及宽度允许偏差见表2。
表2 单位为毫米
|
长(宽)度L |
允许偏差 |
|
L<1 000 |
±2 |
|
1000≤L<2 000 |
+2,-3 |
|
2 000≤L<3 000 |
±3 |
其它形状或长度}≥3 000 的镶嵌玻璃的允许偏差由供需双方商定。
5.3.2 厚度允许偏差
中空镶嵌玻璃的厚度允许偏差见表3.
表3 单位为毫米
|
公称厚度t |
允许偏差 |
|
t≤22 |
±1.5 |
|
t>22 |
±2.0 |
|
注:中空镇嵌玻璃的公称厚度为玻璃原片的公称厚度与间隔层厚度之和。 |
|
5.3.3 叠差
矩形镶嵌玻璃的最大允许叠差见表4。
表4 单位为毫米
|
长(宽)度 L |
最大允许叠差 |
|
L<1000 |
2.0 |
|
1000≤L<2000 |
3.0 |
|
2000≤L<3000 |
4.0 |
其它形状或长度≥3 000mm的镶嵌玻璃的叠差由供需双方商定。
5.4 耐紫外线辐照性能
两块中空镶嵌玻璃试样经紫外线照射试验,试样内表面无结雾或污染痕迹、玻璃无明显错位、无胶条蠕变、嵌条无明显变色为合格。
5.5 露点
三块中空镶嵌玻璃试样的露点均≤-30℃为合格。
5.6 离温高湿耐久性能
三块中空镶嵌玻璃试样经高温高湿循环耐久试验,试验后进行露点测试,露点均≤-30为合格.
5.7 气候循环耐久性能
两块中空镶嵌玻璃试样经气候循环耐久试验,试验后进行露点测试,露点均≤-30℃为合格。
是否进行该项性能试验,可由供需双方根据使用条件加以商定。
6 试验方法
6. 1 外观质量
以制品为试样,在批量中按表5抽取,在较好的自然光线或散射光照条件下,距试样600mm处用肉眼进行观察。
6. 2 尺寸偏差
以制品为试样,在批量中按表5抽取,镶嵌玻璃的长(宽)度偏差用精度为0. 5mm的钢直尺或钢卷尺测量;厚度用符合GB/T 1216规定的千分尺或具有同等精度的量具在玻璃板四边中心进行测量,取其平均值,数值修约至小数点后一位:叠差用精度为0.5 mm的钢直尺测量。
6.3 耐紫外线辐照性能
6.3. 1 试验目的
测试镶嵌玻璃的抗紫外线辐照能力,检验密封胶是否有挥发物,胶条的形态以及嵌条的抗紫外线变色能力。
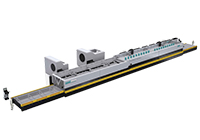
6.3.2 试验设备
紫外线试验箱,箱体尺寸为560 mm x 560 mm x 560 mm,由紫铜板制成的φ150M的冷却盘两个,见图 1。

1——箱体;
2——光源 ;
3——冷却盘:
4——冷却水管;
5——试样。
图1 紫外线试验箱
光源为输出功率不低于40 W/m2的300 W紫外灯,每次试验前用照度计检查光源输出功率。
试验箱内温度为50℃±3℃。
6.3.3 试样
两块与制品相同材料、相同工艺条件制作的尺寸为510 mm X 360二的样品。
6.3.4 试验程序
将两块试样放在试验箱内,如图1,试样中心与光源相距300mm,在每块试样中心各放置冷却盘,然后连续通水冷却,进口水温保持在16℃±2℃,冷却盘进出口水温相差不得超过2℃.
紫外线照射168 h后,将试样取出,观察试样内表面有无雾状、油状或其他污物,玻璃是否有明显错位、胶条有无蠕变,嵌条有无明显变色。如果出现上述现象,应将试样放置于温度为23℃±2℃ .湿度为30%-75%的环境中存放一周,再观察,如果玻璃内表面的污迹消失则判定合格,否则为不合格。
6.4 露点
6.4.1 试验目的
通过测试中空镶嵌玻璃的露点温度,来衡量该产品间隔层中气体的干燥程度。
6.4.2 试验设备
如图2所示,测量管的高度为300 mm.测量表面直径为Φ50 mm.温度计测量范围为-80℃~-30℃。精度为 1℃。

1——铜槽:
2——温度计:
3——测量面.
6.4.3 试样
三块制品或三块与制品相同材料、相同工艺条件制作的尺寸为510 mm X 360 mm的样品为试样。
6.4.4 试验程序
将试样在温度为23℃±2℃,相对湿度30%-75%的条件下放置24 h以上,试验在该环境条件下进行,并在45天内完成。
向露点仪中注入深约25mm的乙醇或丙酮,再加入干冰,使温度冷却到等于或低于-30℃,并在试验中保持该温度.
将试样水平放置,在表面涂一层乙醉或丙酮,使露点仪与试样表面紧密接触,停留3 min后移开露点仪,立刻观察试样的内表面有无结露或结霜。
6.5高温离湿耐久性
6.5.1试验目的
测试试样耐高温高湿环境的能力。
6.5.2试验设备
高温高湿试验箱见图3。

1——试样;
2——隔板:
3——喷水嘴;
4——喷射产生的气流。
图3 高温高湿试验箱
6.5.3 试样
三块制品或三块与制品相同材料、相同工艺条件制作的未经6.3试验的、尺寸为510mmX 360mm的样品为试样。
6.5.4 试验程序
试验进行224次循环,每个循环分为两个阶段.
加热阶段:时间为140 min±1 min,在90 min±1min内将箱内温度升到550℃±3℃,其余时间保温。
冷却阶段:时间为40 min±1 min,在30 min±1 min内将箱内温度降到25℃±3℃,其余时间保温。
完成224次循环后移出试样,在温度23℃±12℃,相对湿度30%--75%的条件下放置24h以上,然后按6.4测露点。
6.6 气候循环耐久性能试验
按GB/T 11944中的气候循环耐久性能试验方法进行试验。
7 检验规则
7.1检验分类
7.1.1 型式检验
型式检验包括第五章技术要求中的全部检验项目.
有下列情况之一时,应进行型式检验:
a) 生产过程中,如结构、材料、工艺有较大改变,可能影响产品性能时;
b) 正常生产时,定期或积累一定产量后,应周期性进行一次检验;
c) 产品长期停产后,恢复生产时:
d) 出厂检验结果与上次型式检验有较大差异时;
e) 国家质量监督机构提出型式检验时。
7.1.2 出厂检验
出厂检验包括外观质量、尺寸偏差。若要求增加其他检验项目由供需双方商定。
7.2 组批与抽样
7.2.1组批:采用相同材料、在同一工艺条件下生产的镶嵌玻璃500块为一批。
7.2.2抽样:产品的外观质量、尺寸偏差按表5从交货批中随机抽样进行检验。
表 5 单位为块
|
批量范围 |
抽检数 |
合格判定数 |
不合格判定数 |
|
1~8 9~15 16~25 26~50 51~90 91~150 151~280 281~500 |
2 3 5 8 13 20 32 50 |
0 0 1 1 2 3 5 7 |
1 1 2 2 3 4 6 8 |
对于产品所要求的其他技术性能,若用制品检验时,根据检验项目所要求的数量从该批产品中随机抽取。若用试样进行检验时,应采用相同材料、在同一工艺条件下制作的试样。
7.3 判定规则
若不合格品数等于或大于表5的不合格判定数,则认为该批产品的外观质量、尺寸偏差不合格。
其它性能应符合相应标准条款的规定。否则认为该项不合格。
若上述各项中,有一项不合格,则认为该批产品不合格。
8 包装、标志、运输和贮存
8.1 包装
镶嵌玻璃用木箱或集装箱包装,包装箱应符合国家有关标准规定。每块玻璃应用塑料布或纸隔开,玻璃与包装箱之间用不易引起玻璃划伤等外观缺陷的轻软材料填实.
8.2 标志
包装标志应符合国家有关标准的规定,应包括产品名称、厂名、厂址、商标、规格、数量、生产日期、执行标准。且应标明“朝上、轻搬轻放、防雨、防潮、小心破碎”等字样。
8.3 运翰
产品运输应符合国家有关规定.
运输时,不应平放或斜放,长度方向宜与运输车辆运动方向一致。
8.4 贮存
产品应垂直放置贮存于干燥的室内。