钢化炉知识
钢化炉装片形式及其对玻璃温度的影响
玻璃在钢化炉硅辊上在炉内往复运动,硅辊吸收下部加热元件的辐射热,温度升高,并以热传导的方式将热量传递给玻璃,同时玻璃也起着冷却硅辊的作用。在装片台装玻璃时,如果各种规格的玻璃总是按照一种排片布置装片,某一位置长期放同一规格的玻璃,结果玻璃进入加热炉后,有玻璃的地方硅辊得到玻璃的冷却,温度较低,长期不放玻璃的地方,硅辊就“过热”,其热量传递给玻璃后就产生“热边”,导致玻璃加热温度不均匀。克服此种由于热传导引起的“热边”,可采取顺序交叉变换位置的装片方法,即几种规格的玻璃,按顺序周期地变换装片位置,这样辊道各处都有机会得到玻璃的冷却,不会产生辊道“过热”,也就不会产生“热边”。
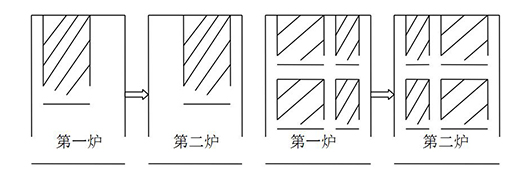
为了得到最好的钢化效果,要记住下列放片原则:一是玻璃板间空隙要保持在50~100mm之间,在放片时纵向出现的空隙,下一次放片时要补上这个空隙(如下图)。二是比较长的纵向空隙(大于等到于二分之一)内放下一炉的玻璃时要有充分的回炉时间才能使温度均衡下来,不要马上进炉。